Чувствительность электронных компонентов к влажности
Введение
Цель данной статьи – описать характер воздействия влажности на SMT-компоненты в пластиковых и прочих поглощающих влагу корпусах, дать представление об их классификации по уровню чувствительности к влажности, хранению, упаковке и маркировке в соответствии с мировыми стандартами, а также рассмотреть общепринятые рекомендации по подготовке ЭК, подвергшихся воздействию влажности, к пайке оплавлением.
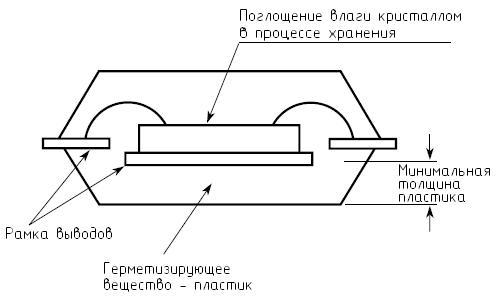
Поддержание целостности корпуса ЭК в течение всего технологического процесса сборки требует принятия ряда специфических мер как поставщиком ЭК, так и компанией-производителем электронных модулей. Эти меры направлены на снижение последствий теплового воздействия на ЭК в процессе их групповой пайки оплавлением. Пластиковые пресс-композиции, применяемые для корпусирования ИС, гигроскопичны и впитывают влагу (рис. 1а). Накопленная влага испаряется в процессе интенсивного нагрева при пайке оплавлением, что вызывает сильное внутреннее давление на различные узлы корпуса, приводящее затем к вздутию, расслоению и, в некоторых случаях, растрескиванию пластикового корпуса ЭК. Трещины могут распространяться как в толще корпуса, так и вдоль выводной рамки (отслоение). Через них к поверхности кристалла ИС могут проникать ионные загрязняющие вещества, вызывающие коррозию и, соответственно, увеличивающие вероятность отказа компонента. Компоненты, внешне не обнаруживающие признаков растрескивания, могут иметь трещины и отслоения внутри корпуса, что влияет как на выход годных изделий, так и на их надежность.
Следует отметить, что чувствительность ЭК к влажности имеет смысл принимать во внимание только при непосредственном температурном воздействии на них, возникающем при пайке оплавлением (конвекционной, инфракрасной или в паровой фазе) и некоторых видах ремонта собранных узлов (с применением горячего «воздушного фена»). Целостность корпусов ЭК не будет нарушена, если они устанавливаются в разъемы. То же самое относится к THT-компонентам, не подвергающимся воздействию среды печи оплавления (т.е. паяемым волной или ручными методами, когда нагрев избирательно прикладывается к выводам ЭК). В случае пайки THT-ЭК волной, их естественной защитой от нагрева служит ПП. Как правило, корпуса ЭК на таких операциях поглощают гораздо меньше тепловой энергии, чем при пайке оплавлением или ремонте, и в предварительных процедурах по устранению из них влаги нет необходимости. SMT-компоненты в герметичных корпусах нечувствительны к действию влаги и не требуют специальных процедур при обращении с ними. Не принимаются во внимание также техпроцессы, предусматривающие погружение корпуса в расплавленный припой (например, пайка волной SMT-компонентов, расположенных на нижней стороне ПП). Однако, в случае, когда THT-компоненты подвергаются воздействию нагретой среды, к ним должны быть применены все процедуры по удалению влаги, предусмотренные для SMT-компонентов.
Механизм воздействия влаги на ЭК
Процесс накопления корпусами ЭК влаги, а также ее критический уровень, который может привести к повреждениям и отказам, зависят от различных свойств материала и конструкции корпуса, среди которых можно выделить следующие:
- форма и размеры полупроводникового кристалла;
- материал и технология крепления кристалла к корпусу;
- размер корпуса;
- количество выводов корпуса;
- толщина слоя герметизирующего материала;
- предел текучести герметизирующего материала;
- показатели диффузии влаги в герметизирующий материал;
- силы адгезии материалов корпуса;
- ТКР материалов корпуса.
а)
б)
в)
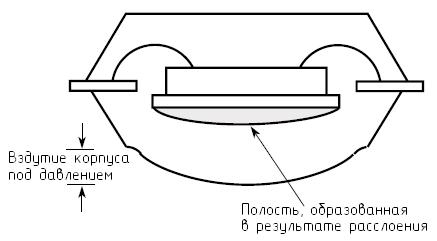
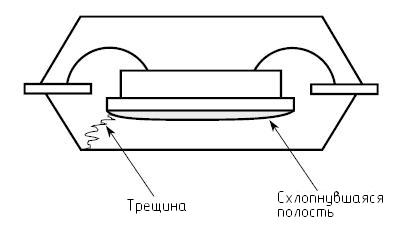
Рис. 1. Механизм образования трещин в пластиковом корпусе: а) накопление корпусом влаги; б) испарение влаги в процессе нагрева; в) образование трещины в корпусе. Рисунок из [6]
Основные причины проникновения влаги внутрь пластикового корпуса ЭК связаны с различными процессами расслоения материалов, включая отделение проволочных соединений корпуса от КП, уменьшение площади поперечного сечения проволочных соединений (утонение), отслоение кристалла от площадки для монтажа и растрескивание тонких пленок на его поверхности, эффект образования «кратеров» в местах крепления проволочных выводов к КП и пр. Степень насыщения корпуса влагой определяется относительной влажностью воздуха, температурой и временем его хранения, а также равновесной растворимостью влаги в материале корпуса – пластике. Появление видимых трещин на поверхности корпуса обычно рассматривается как наиболее наглядное и серьезное последствие накопления влаги. Тем не менее, необходимо помнить, что даже при отсутствии видимых повреждений корпуса, внутри него могут происходить процессы растрескивания/отслоения материалов.
Механизм образования трещин в корпусе представлен на рис. 1. Суммарное воздействие давления водяного пара и термического расширения пластика при нагреве превосходит силу адгезии пластика к площадке для монтажа кристалла. Пластик отслаивается от площадки, образуется полость, заполненная паром, она расширяется, и на корпусе образуется характерное вздутие (рис. 1б). Далее в корпусе появляется трещина, вздутие схлопывается, и пар выходит из полости наружу (рис. 1в). Данный процесс часто называют «эффектом попкорна» за характерный звук, раздающийся при схлопывании полости.Оставшийся объем полости является концентратором напряжений, ведущих к дальнейшему разрастанию трещины при последующих температурных циклах.
Дополнительные причины отказов ЭК
Быстрый нагрев и охлаждение вызывают термический шок ЭК. Различие температур между поверхностью корпуса, где она выше, и его внутренностью вызывает в корпусе термомеханические напряжения. Степень термического шока выше при пайке в паровой фазе, чем при конвекционной и инфракрасной. Профиль оплавления для ИК-пайки обычно предусматривает нагрев ЭК со скоростью 2 – 6°С/сек., для конвекционной – менее 2°С/сек. В процессе пайки в паровой фазе возможно обеспечить только ограниченный контроль скорости нагрева ЭК и ПП. Максимальная скорость нагрева в процессе такой пайки гораздо выше (до 25°С/сек.) Такая быстрая скорость подъема температуры может вызвать повреждение ЭК вследствие разницы в ТКР различных материалов корпуса. Эта проблема еще более усиливается в случае накопления ЭК избыточной влаги.
Флюсы, входящие в состав паяльных паст, являются главными поставщиками ионных загрязнений, которые могут привести к коррозии слоя металлизации кристалла ИС в случае транспортировки загрязнений к поверхности кристалла. Следует избегать флюсов, содержащих соляную кислоту и другие галоидные соединения, а также высокоактивных флюсов, (на основе органических кислот). Где возможно, следует использовать RMA-флюсы и флюсы с низкой активностью (NC и пр.)
Основываясь на рекомендациях [6], ЭК с медными выводами, покрытыми сплавом олово-свинец, необходимо выдерживать при 125°С не более 48 часов, чтобы выводы не потеряли гарантию пайки вследствие окисления и/или роста интерметаллических соединений. Согласно стандарту [2], суммарное время сушки при температурах 90 – 125°С не должно превышать 96 часов. Сушка при температурах выше 125°С недопустима без консультации с поставщиком ЭК.
С целью недопущения обрыва выводов и разрушения паяных соединений внутри корпуса, при проведении ультразвуковой очистки собранных узлов необходимо придерживаться следующих режимов: диапазон частот ультразвука – от 39 до 66 кГц; время очистки – 3 мин. на цикл для 5 циклов очистки, суммарное время не должно быть больше 15 мин [6].
Необходимое оборудование
Для проведения тестов на принадлежность ЭК к тому или иному уровню чувствительности к влажности необходима камера для климатических испытаний с возможностью обеспечения следующих режимов температуры/относительной влажности воздуха: 85°C/85%, 85°C/60%, 60°C/60%, 30°C/60% при колебаниях ± 2°C/± 3%, а также конвекционная печь для проведения тестовой пайки оплавлением.
Для хранения ЭК, предварительной сушки ЭК перед упаковкой в защитный пакет либо окончательной сушки перед пайкой оплавлением требуется шкаф сухого хранения, а также вентилируемая печь с режимами нагрева до 125°C, 90°C и 40°C +5/-0 °C.
Уровни чувствительности ЭК к влажности
По уровню чувствительности к влажности (Moisture Sensitivity Level, MSL) ЭК подразделяются на 6 уровней согласно стандарту [1]. Процедура определения принадлежности ЭК к определенному уровню включает в себя следующие этапы:
- начальная инспекция образцов ЭК на предмет наличия трещин/отслоений (визуальная и с применением акустического микроскопа);
- предварительная сушка ЭК в течение 24 часов при температуре 125 +5/-0°C для получения полностью «сухого» состояния корпусов;
- помещение ЭК в сухой, чистый, неглубокий контейнер и сушка их в климатической камере согласно режимам, приведенным в таблица 1 для данного уровня MSL (начиная с 1-го);
- проведение для ЭК после сушки в климатической камере (не ранее, чем через 15 мин. и не позднее, чем через 4 часа после вынимания их из нее), троекратных циклов пайки оплавления по стандартному профилю, указанному в [1] (выдержка между циклами – минимум 5 и максимум 60 мин.);
- окончательная инспекция ЭК на предмет внешних трещин (оптический микроскоп с увеличением 40x), проведение электрических тестов согласно спецификациям производителей ЭК, анализ внутренних дефектов с помощью сканирующего акустического микроскопа.
Критерии отказов ЭК при этом следующие:
- Видимая с помощью оптического микроскопа с увеличением 40x трещина.
- Отказ по результатам электрических тестов.
- Внутренняя трещина, пересекающая проволочное, шариковое либо сварное соединение.
- Внутренняя трещина, распространяющаяся от вывода к любому другому внутреннему элементу корпуса (выводу, кристаллу, площадке для монтажа кристалла).
- Внутренняя трещина, распространяющаяся на более чем 2/3 расстояния от любого внутреннего элемента корпуса до внешней его границы.
- Изменения плоскостности корпуса, вызванные деформацией, короблением, вспучиванием, видимые невооруженным глазом.
Если отказал хотя бы один из тестируемых образцов, ЭК считается не прошедшим тест на данном уровне MSL, и исследуется новая группа образцов при режимах, соответствующих следующему уровню чувствительности ЭК к влажности.
Также существует ряд критериев отказа, основанных на качественной и количественной оценке расслоения различных материалов корпуса (в процентах разницы между состояниями после предварительной сушки и после оплавления), различающиеся в зависимости от конструкции корпуса [1]. Тем не менее, если ЭК успешно прошел электрические тесты, но наблюдается отслоение материала на обратной стороне площадки для монтажа кристалла, элементе-распределителе теплоты, обратной стороне кристалла, но при этом нет внешних признаков наличия трещин и других расслоений, и корпус удовлетворяет требованиям п. 6, он считается прошедшим тест на данный уровень MSL. Для оценки влияния расслоения на надежность ЭК могут потребоваться исследования согласно [4], а также методикам производителя ЭК.
Таблица 1. Уровни чувствительности ЭК к влажности (MSL) по стандарту IPC/JEDEC J-STD-020C| Уровень MSL | Безопасное время после вскрытия защитного пакета («floor life») | Режимы выдержки ЭК для накопления влаги |
| Стандартный | Эквивалентный ускоренный |
| Время | Условия хранения | Время1(часы) | Режимы | Время1(часы) | Режимы |
| 1 | Неограниченно | ≤30°C/85% | 168 +5/-0 | 85°C/85% | - | - |
| 2 | 1 год | ≤30°C/60% | 168 +5/-0 | 85°C/60% | - | - |
| 2a | 4 недели | ≤30°C/60% | 696 +5/-0 | 30°C/60% | 120 +1/-0 | 60°C/60% |
| 3 | 168 часов | ≤30°C/60% | 192 +5/-0 | 30°C/60% | 40 +1/-0 | 60°C/60% |
| 4 | 72 часа | ≤30°C/60% | 96 +2/-0 | 30°C/60% | 20 +0,5/-0 | 60°C/60% |
| 5 | 48 часов | ≤30°C/60% | 72 +2/-0 | 30°C/60% | 15 +0,5/-0 | 60°C/60% |
| 5a | 24 часа | ≤30°C/60% | 48 +2/-0 | 30°C/60% | 10 +0.5/-0 | 60°C/60% |
| 6 | Время указано на наклейке (Time on Label, TOL) | ≤30°C/60% | Время указано на наклейке | 30°C/60% | - | - |
_______
1 Стандартные времена выдержки по умолчанию включают в себя 24 часа пребывания ЭК без защиты от влажности, между сушкой на предприятии-производителе ЭК и упаковкой в защитный пакет (т.н. manufacturer’s exposure time, MET), а также максимальное время пребывания вне защитной упаковки у дистрибьютора.
Эквивалентный ускоренный режим не следует использовать до тех пор, пока для характеристик повреждений, включая электрические, не установлена зависимость между ним и стандартными условиями выдержки, а также, если энергия активации для диффузии составляет 0,4 – 0,48 эВ.
Если реальное время MET для уровней чувствительности 2а – 5а меньше 24 часов, время выдержки может быть уменьшено: на разницу между 24 часами и реальным временем MET при 30°C/60%, и на 1 час на каждые 5 часов разницы между 24 часами и реальным временем MET при 60°C/60%.
Если реальное время MET для уровней чувствительности 2а – 5а больше 24 часов, время выдержки должно быть увеличено: на разницу между реальным временем MET и 24 часами при 30°C/60%, и на 1 час на каждые 5 часов разницы между реальным временем MET и 24 часами при 60°C/60%.
Требования к упаковке ЭК перед поставкой
Защитная упаковка ЭК обеспечивается дистрибьютором и, как правило, требует наличия следующих материалов:
- упакованных ЭК в трубчатых кассетах, бобинах с лентой, матричных поддонах;
- влагопоглотителя;
- специального пакета с защитой от влажности;
- наклеек, предупреждающих о наличии чувствительного к влажности содержимого;
- карточки-индикатора влажности.
ЭК поставляются от дистрибьютора в т.н. «сухих» упаковках (dry pack), которые представляют собой герметично закрытый пакет с защитой от влажности (Moisture Barrier Bag, MBB, рис. 2) с находящимися внутри носителями с ЭК, влагопоглотителем и карточкой-индикатором влажности (Humidity Indicator Card, HIC). Основными требованиями к защитному пакету (стандарт MIL-PRF-81705, Тип I) являются гибкость, защита от статического электричества, механическая прочность, стойкость к проколам, возможность термосклеивания. Скорость проникновения водяных паров должна быть Ј0,002 гЧм/100 кв.дюймов за 24 часа при 40°С. При запечатывании пакета посредством термосклеивания допускается небольшое снижение внутреннего давления воздуха.
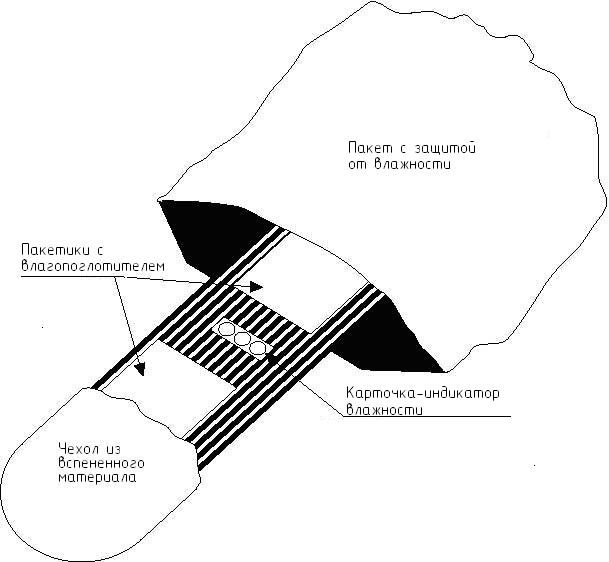
Рис. 2. Состав пакета с защитой от влажности. (Рисунок JEDEC)
Влагопоглотитель (стандарт MIL-D-3464, Тип II) должен быть некоррозионным, не образовывать пыли, быть упакованным во влагопроницаемый пакетик и обладать требуемыми абсорбирующими свойствами. Количество влагопоглотителя должно обеспечивать внутри упаковки с ЭК относительную влажность менее 10% при 25°С. Формулы для расчета необходимого количества влагопоглотителя приведены в [2].
Карточка-индикатор влажности, как правило, представляет собой карточку из впитывающей влагу бумаги, снабженную тремя цветными кружками – индикаторами уровней относительной влажности в 5, 10 и 60%. Внешний вид карточки представлен на рис. 3. Об уровне влажности судят по изменению цветов соответствующих кружков согласно таблице 2. Могут быть использованы другие цветовые схемы. Карточка сохраняет достоверность показаний в закрытом пакете до 5 лет.
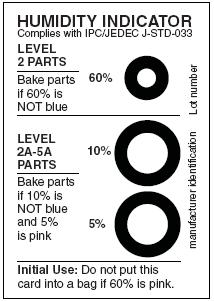
Рис. 3. Внешний вид карточки-индикатора влажности. (Рисунок JEDEC)
Таблица 2. Расшифровка показаний карточки-индикатора влажности по стандарту IPC/JEDEC J-STD-033B.1| Кружок | Цвет кружков при относительной влажности воздуха |
| 2% | 5% | 10% | 55% | 60% | 65% |
| 5% | Голубой (сухо) | Меняется на сиреневый при влажности ≥7% | Розовый (влажно) | Розовый (влажно) | Розовый (влажно) | Розовый (влажно) |
| 10% | Голубой (сухо) | Голубой (сухо) | Меняется на сиреневый при влажности ≥10% | Розовый (влажно) | Розовый (влажно) | Розовый (влажно) |
| 60% | Голубой (сухо) | Голубой (сухо) | Голубой (сухо) | Голубой (сухо) | Меняется на сиреневый при влажности ≥10% | Розовый (влажно) |
Избыточная влажность, о которой сигнализирует карточка, может являться следствием неправильной комплектации защитного пакета (например, отсутствующий либо неправильно подобранный влагопоглотитель), неправильного обращения, приведшего к проколам или разрывам пакета, а также хранением в неподходящих условиях. В стандартах описаны следующие варианты индикации:
- Если все три кружка показывают «сухо», ЭК уровней MSL 2 – 5а сухие в достаточной степени.
- Если кружок 5% показывает «влажно», 10% НЕ показывает «сухо», а 60% показывает «сухо», ЭК уровня MSL 2 сухие в достаточной степени, ЭК уровней MSL 2а – 5а накопили избыточное количество влаги и требуют сушки.
- Если все три кружка показывают «влажно», ЭК уровня MSL 2 накопили избыточное количество влаги и требуют сушки.
Если перед запечатыванием пакета кружок 60% показывает «влажно», карточка должна быть забракована.

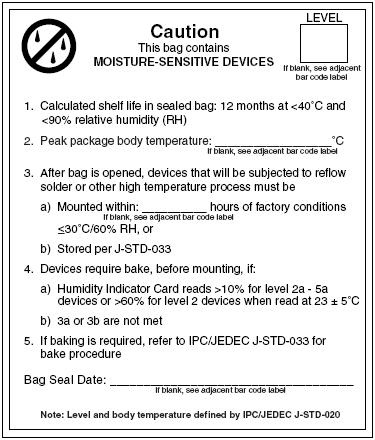
Рис. 4. Наклейка-идентификатор чувствительного к влажности содержимого на защитный пакет. (Рисунок JEDEC)
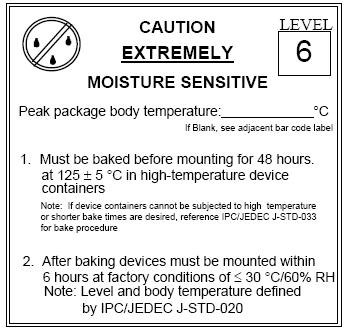
На защитный пакет наносятся, как правило, две характерные наклейки: идентификатор чувствительного к влажности содержимого (Moisture-Sensitive Identification Label, MSID, рис. 4) и предупреждающая наклейка (Caution Label, рис. 5), выполненные согласно стандарту EIA/JEDEC JEP113-B [3].
Наклейка для ЭК уровня MSL 1 носит информационный характер (рис. 5а), сообщает об уровне MSL = 1 (квадрат с подписью «level»), отсутствии чувствительности данных ЭК к влажности при соблюдении условий хранения ≤30°C/85% и максимальной температуре корпуса при оплавлении не более 235°C. Наносится на транспортную тару низшего уровня в случае, если температура оплавления ЭК отличается от 220–225°C.
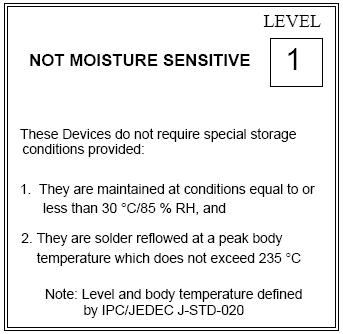
а)
б)
в)